
别再等待了,仅仅一分钟,就能通过我们的6818m轴承产品视频探索到无数令人心动的细节和亮点。
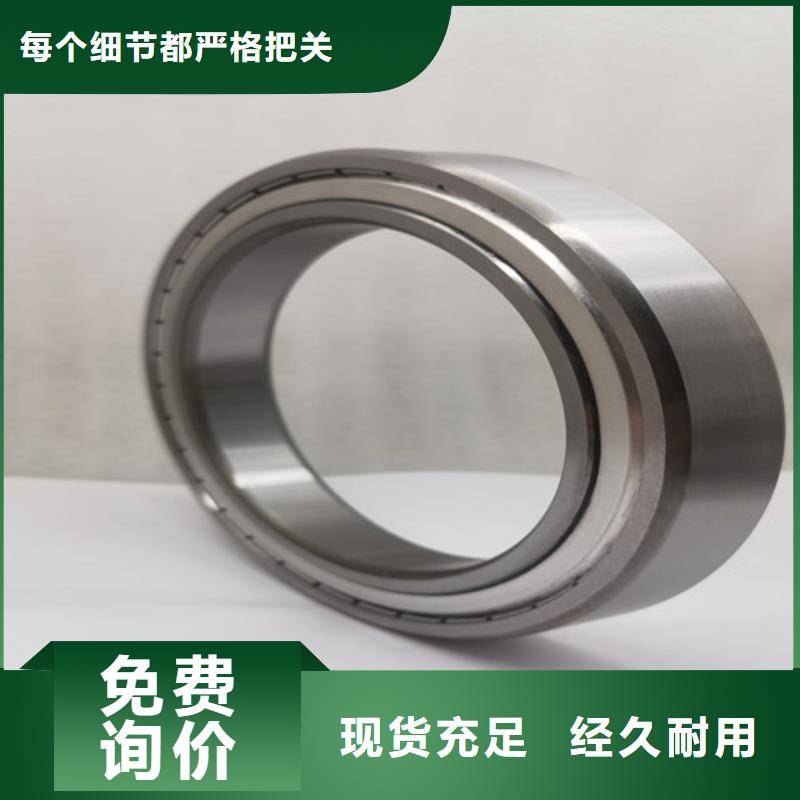
以下是:6818m轴承的图文介绍



、微型轴承精度
大多数情况下应用一般尺寸和旋转精度的滚动轴承就足够了。当要求更高时,轴承需要更高的精度等级,
、微型轴承不对中性的补偿
不对中性出现在加工轴颈配合表面或轴承座配合表面时,尤其是配合表面的加工不是在一次装卡中完成的。使用轴承座时也会产生不对中,(例如:凸缘轴承座或立式轴承座)。由于工作载荷使轴发生弯曲变形,从而导致轴承内外圈倾斜时,也同样会出现不对中。
调心轴承可以对不对中和倾斜度进行补偿,例如:调心球轴承、彭形滚子轴承、向心和推力调心滚子轴承。这类轴承都具有一个凹型球面外圈滚道,滚动体和内圈可以在里面旋转。这些轴承补偿轴中心偏转角的能力取决于它们自身的类型、尺寸大小和载荷状况。外球面轴承和带座圈的推力球轴承都有一个球形支承面:安装在凹型球面座圈里时可以调整补偿偏转角。
,微型轴承转速
单列轴承的摩擦特别低,因此可以达到zui高转速。这类轴承有只能承受径向载荷的深沟球轴承和能承受联合载荷的角接触球轴承。提高轴承的尺寸精度、旋转精度以及配合部位的精度,采用的润滑冷却方式,使用特殊形式的保持架都可以提高轴承的允许转速。低噪声运转在小型电机、办公设备和家用电器等一般要求运转噪声要氏。 华尔网深沟球轴承



合适的安装游隙有助于滚动轴承的正常工作。游隙过小,滚动轴承温度升高,无法正常工作,以至滚动体卡死;游隙过大,设备振动大,滚动轴承噪声大。
径向游隙的检查方法如下:
一、感觉法
1、有手转动轴承,轴承应平稳灵活无卡涩现象。
2、用手晃动轴承外圈,即使径向游隙只有0.01mm,轴承上面一点的轴向移动量,也有0.10~0.15 mm。这种方法专用于单列向心球轴承。
二、测量法
1、用塞尺检查,确认滚动轴承 负荷部位,在与其成180°的滚动体与外(内)圈之间塞入塞尺,松紧相宜的塞尺厚度即为轴承径向游隙。这种方法广泛应用于调心轴承和圆柱滚子轴承。
2、用千分表检查,先把千分表调零,然后顶起滚动轴承外圈,千分表的读数就是轴承的径向游隙。
轴向游隙的检查方法如下:
1、感觉法
用手指检查滚动轴承的轴向游隙,这种方法应用于轴端外露的场合。当轴端封闭或因其他原因而不能用手指检查时,可检查轴是否转动灵活。
2、测量法
(1)用塞尺检查,操作方法与用塞尺检查径向游隙的方法相同,但轴向游隙应为
c=λ/(2sinβ)
式中c——轴向游隙,mm;
λ——塞尺厚度,mm;
β——轴承锥角,(°)。
(2)用千分表检查,用撬杠窜动轴使轴在两个极端位置时,千分表读数的差值即为轴承的轴向游隙。但加于撬杠的力不能过大,否则壳体发生弹性变形,即使变形很小,也影响所测轴向游隙的准确性。华尔网深沟球轴承


诚浦轴承科技有限公司多年来始终坚持“诚信为本,质量保证,客户至上”的服务理念,为广大客户和消费者服务,本公司一贯奉行以质量求生产,以质量求发展,对 云南文山深沟球轴承价格、深沟球轴承、进口轴承、深沟球轴承厂家产品精益求精,以优质的 云南文山深沟球轴承价格、深沟球轴承、进口轴承、深沟球轴承厂家产品供给客户,服务至上,价格合理,而受到广大客户的赞誉,欢迎广大客户来厂实地考察洽谈。



轴承零件工作表面和心部在状态、结构和性能要求方面是有较大的差别的,而整体热处理往往使二着不能兼顾,材料的潜力也得不到充分发挥。应用材料表面强化技术不仅可以较好地解决表面和心部在结构和要求方面的差异,而且还可以进一步使表面获得某些特殊的工作性能,以满足在特定条件下工作的轴承对工作表面性能的要求。这在现代化科学技术发展中是非常有意义的。
传统的表面强化方法,工艺上属于热处理的范畴。而近代发展起来的激光、电子束、离子束等表面强化方法,不仅将一些高新技术应用于材料的表面强化,而且在工艺上已经超出了传统的热处理范畴,形成了新的技术领域。因此现在的表面强化技术可以从不同的角度形成多种分类方法,按表层强化技术的物理化学过程进行分类,大致可分为五大类:表面变形强化、表面热处理强化、化学热处理强化、表面冶金强化、表面薄膜强化。
1.表面变形强化
通过机械的方法使金属表面层发生塑性变形,从而形成高硬度和高强度的硬化层,这种表面强化方法称为表面变形强化,也称为加工硬化。包括喷丸、喷砂、冷挤压、滚压、冷碾和冲击、爆炸冲击强化等。这些方法的特点是:强化层位错密度增高,亚晶结构细化,从而使其硬度和强度提高,表面粗糙度值减小,能显著提高零件的表面疲劳强度和降低疲劳缺口的敏感性。这种强化方法工艺简单、效果显著,硬化层和基体之间不存在明显的界限,结构连贯,不易在使用中脱落。其多数方法已在轴承工业中得到应用:滚动体的表面撞击强化就是这类方法的应用,精密碾压已成为新的套圈加工和强化方法。
2.表面热处理强化
利用固态相变,通过快速加热的方法对零件的表面层进行淬火处理称为表面热处理,俗称表面淬火。包括火焰加热淬火、高(中)频感应加热淬火、激光加热或电子束加热淬火等。这些方法的特点是:表面局部加热淬火,工件变形小;加热速度快,生产效率高;加热时间短,表面氧化脱碳很轻微。该方法特别是对提高承受一定冲击载荷的大型和特大型轴承零件的耐磨性和疲劳强度效果显著。
华尔网深沟球轴承